数控加工实习教案
一、实习目的与实习要求
1)初步了解数控加工技术;
2)数控加工中心的发展过程及在实际生产中的应用;
3)加工中心的组成结构、工作原理、分类及特点;
4)了解数控加工中心的初步编程知识;
5)熟悉数控加工程序的编制方法及简单编程指令的使用;
6)能独立完成数控加工中心的模拟加工,在老师的指导下初步操作数控机床加工零件。
二、教学设备
多媒体教学设备、VMP-23A数控加工中心。
三、时间及进行方式
实习时间:0.5天(4学时)。
进行方式:理论教学、数控加工中心模拟加工、实际加工演示。
四、教学内容、方法及步骤
单元1、理论授课(多媒体教室,时间1.5学时)
l 什么叫数控技术
数控技术是指用数字、文字和符号组成的数字指令来实现一台或多台机械设备动作控制的技术。它所控制的通常是位置、角度、速度等机械量和与机械能量流向有关的开关量。数控的产生依赖于数据载体和二进制形式数据运算的出现。1908年,穿孔的金属薄片互换式数据载体问世;19世纪末,以纸为数据载体并具有辅助功能的控制系统被发明;1938年,香农在美国麻省理工学院进行了数据快速运算和传输,奠定了现代计算机,包括计算机数字控制系统的基础。数控技术是与机床控制密切结合发展起来的。1952年,第一台数控机床问世,成为世界机械工业史上一划时代的事件,推动了自动化的发展
现在,数控技术也叫计算机数控技术,目前它是采用计算机实现数字程序控制的技术。这种技术用计算机按事先存贮的控制程序来执行对设备的控制功能。由于采用计算机替代原先用硬件逻辑电路组成的数控装置,使输入数据的存贮、处理、运算、逻辑判断等各种控制机能的实现,均可通过计算机软件来完成。
l 加工中心的发展过程
1948美国巴森兹公司在研制加工直升飞机叶片轮廓样板时提出了数控机床的初始设想。
1949年与麻省理工学院(MIT)合作,开始了三坐标铣床的数控化工作。
1952年3月公开发布了世界上第一台数控机床的试制成功,可作直线插补。
1955年进入实用化阶段。此后,德国、英国、日本和前苏联等都开始研制数控机床,其中以日本发展最快。
1959年美国开发成功具有倒库、道具交换装置、回转工作台的数控机床,可在一次装夹中对工件的多个面进行多工序加工。至此数控机床的新一代类型—加工中心(Machining Center)诞生,并成为当今世界数控机床发展的主流。
l 数控机床的组成及工作原理
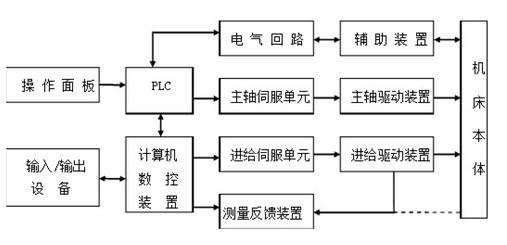
1. 数控机床一般由输入输出设备、CNC装置(或称CNC单元)、伺服单元、驱动装置
(或称执行机构)、可编程控制器PLC及电气控制装置、辅助装置、机床本体及测量反馈装置组成。如下图是数控机床的组成框架图。
(1) 机床本体
数控机床的机床本体与传统机床相似,由主轴传动装置、进给传动装置、床身、工作台
以及辅助运动装置、液压气动系统、润滑系统、冷却装置等组成。但数控机床在整体布局、外观造型、传动系统、刀具系统的结构以及操作机构等方面都已发生了很大的变化,这种变化的目的是为了满足数控机床的要求和充分发挥数控机床的特点。
(2)CNC单元
CNC单元是数控机床的核心,CNC单元由信息的输入、处理和输出三个部分组成。CNC电气回辅单元接受数字化信息,经过数控装置的控制软件和逻辑电路进行译码、插补、逻辑处理后,将各种指令信息输出给伺服系统,伺服系统驱动执行部件作进给运动。
(3)输入/输出设备
输入装置将各种加工信息传递于计算机的外部设备。在数控机床产生初期,输入装置为
穿孔纸带,现已淘汰,后发展成盒式磁带,再发展成键盘、磁盘等便携式硬件,极大方便了信息输入工作,现通用CNC网络通讯串行通信的方式输入。
输出是指输出内部工作参数(含机床正常、理想工作状态下的原始参数,故障诊断参数等),一般在机床刚工作状态需输出这些参数作记录保存,待工作一段时间后,再将输出与原始资料作比较、对照,可帮助判断机床工作是否维持正常。
2.工作原理
使用数控机床时,首先要将被加工零件图纸的几何信息和工艺信息用规定的代码和格式,编写成加工程序;然后将加工程序输入到数控装置,按照程序的要求,经过数控系统信息处理、分配,使各坐标移动若干个最小位移量,实现刀具与工件的相对运动,完成零件的加工。
l 数控机床的特点及分类
1.适应性强
2.加工质量稳定
3.生产效率高
4.加工精度高
5.减轻劳动强度
6.成本高
7.对管理及操作人员的素质要求较高
按工艺用途可分为:
数控车床、数控铣床、数控钻床、数控磨床、数控镗铣床、数控电火花加工机床、数控线切割机床、数控齿轮加工机床、数控冲床、数控液压机等各种用途的数控机床。
按伺服控制方式分:
开环控制数控机床:这类机床不带位置检测反馈装置,通常用步进电机作为执行机构。输入数据经过数控系统的运算,发出脉冲指令,使步进电机转过一个步距角,再通过机械传动机构转换为工作台的直线移动,移动部件的移动速度和位移量由输入脉冲的频率和脉冲个数所决定。
半闭环控制数控机床:在电机的端头或丝杠的端头安装检测元件(如感应同步器或光电编码器等),通过检测其转角来间接检测移动部件的位移,然后反馈到数控系统中。由于大部分机械传动环节未包括在系统闭环环路内,因此可获得较稳定的控制特性。其控制精度虽不如闭环控制数控机床,但调试比较方便,因而被广泛采用。
闭环控制数控机床:这类数控机床带有位置检测反馈装置,其位置检测反馈装置采用直线位移检测元件,直接安装在机床的移动部件上,将测量结果直接反馈到数控装置中,通过反馈可消除从电动机到机床移动部件整个机械传动链中的传动误差,最终实现精确定位。
按运动方式分:
点位控制数控机床:数控系统只控制刀具从一点到另一点的准确位置,而不控制运动轨迹,各坐标轴之间的运动是不相关的,在移动过程中不对工件进行加工。这类数控机床主要有数控钻床、数控坐标镗床、数控冲床等。
直线控制数控机床:数控系统除了控制点与点之间的准确位置外,还要保证两点间的移动轨迹为一直线,并且对移动速度也要进行控制,也称点位直线控制。这类数控机床主要有比较简单的数控车床、数控铣床、数控磨床等。单纯用于直线控制的数控机床已不多见。
轮廓控制数控机床:轮廓控制的特点是能够对两个或两个以上的运动坐标的位移和速度同时进行连续相关的控制,它不仅要控制机床移动部件的起点与终点坐标,而且要控制整个加工过程的每一点的速度、方向和位移量,也称为连续控制数控机床。这类数控机床主要有数控车床、数控铣床、数控线切割机床、加工中心等。
l 数控加工编程基础知识
数控编程是数控加工准备阶段的主要内容之一,通常包括分析零件图样,确定加工工艺过程;计算走刀轨迹,得出刀位数据;编写数控加工程序;制作控制介质;校对程序。程序的编写包括手工编程和自动编程。其中手工编程是实习的主要编程方法。
l 数控加工中心编程实例
l 安全操作规程
单元2:教师示范讲解(VMP-23A数控加工中心现场讲解,时间0.5学时)
l 数控加工中心的基本结构;
1.基础部件。由床身、立柱和工作台等大件组成,他们是加工中心结构中的基础部件。还有些大的铸铁件,也有焊接的钢结构件,他们要承受加工中心的静载荷以及在加工时的切削负载,因此必须具备更高的静动刚度,也是加工中心中质量和体积最大的部件。
2.主轴部件。由主轴箱、主轴电机、主轴和主轴轴承等零件组成。
3.数控系统。由CNC装置、可编程序控制器、伺服驱动装置以及电动机等部分组成,是加工中心执行顺序控制动作和控制加工过程的中心。
4.自动换刀装置。
l 数控加工中心操作面板功能;
学生实习用加工中心操作面板
模式选择键
轴向控制键
MDI面板键
l 机床手动操作方法(机床X、Y、Z三轴方向的快速移动,工件移动,主轴正、反转及变速,手动换刀等);
l 程序的录入、编辑与修改;
l 机床模拟加工;
l 数控加工中心的对刀、刀偏设置方法,演示加工过程。
单元3:学生操作训练(时间2学时)
l 手动操作机床;
1.基本操作部分
(1)开关加工中心
开机:开总电源→电器柜电源→开NC电源开关→开急停开关→回机床原点
关机:三轴大致移至机床中心→关急停开关→关NC电源→关机床电源→关总电源
(2)手动进给
手动移动X,Y,Z轴,有三种方式:
a.快速进给
b.寸动:选择寸动按钮,并按相应的轴键即可;
c.手轮:选择手轮按键,摇动手动盒上的手轮即可。
(3)装卸刀具
卸刀:
a.选择手动模式,
b.握住主轴内的刀把不放,
c.按松刀键,右手压在位于主轴头正前方主轴夹松刀键按键不放,此时松刀气缸将刀放下,
d.左手握着的刀就会掉下来,
e.松开松刀键。
装刀:
a.选择手动模式,
b.握住刀把往主轴内孔插入,
c.右手压在位于主轴头正前方夹松刀键,
d.离开刀把。
l 录入实例零件的加工程序;
通过对简单的图案进行分析并编程,输入到加工中心,进行模拟加工,对程序进行查错并优化,最后确保程序正确后在事物上进行加工。
l 模拟零件加工轨迹,验证程序的正确性;
l 在老师的指导下完成实际零件的加工。
单元4:总结、考核与评分细则
完成数控加工中心单元实习报告。
具体的评分标准:
一、考勤分值:10分
1、迟到早退发生一次,扣除考勤分5分,两次者考勤分为零,三次及三次以上者,按旷课一次计算。
2、有事要向实习指导教师请假,凡中间点名不在者按旷课处理,旷课两次者,或请假超过该工种实训时间1/3以上者,该工种实训成绩为零。
3、无故缺勤时间达整个实训时间1/6以上者,实训总成绩为零。
4、学生中午喝酒,指导人员有权制止其参加训练,并按旷课半天处理。
二、报告分值:10分
1、报告的整洁性及报告的认真填写(3分)
2、报告的正确率(7分)
三、编程:20分
1、程序清单书写是否整洁规范(5分)
2、程序的正确性、合理性(15分)
四、安全:10分
1、对穿凉鞋、高跟鞋、戴围巾,穿短裤、穿裙子及不符合规定要求衣服的学生,指导教师有权制止其参加实训,扣安全分数5分。
2、第二次穿凉鞋、高跟鞋、戴围巾,穿短裤、穿裙子及不符合规定要求衣服的学生,指导教师有权制止其参加实训,实训成绩做不合格处理。
3、使用加工中心气枪乱吹及在车间中打闹的扣安全分数5分。
4、乱窜工种的扣安全分数5分。
4、违反安全操作规程的视情节的严重程度,指导教师可灵活掌握扣安全分数
5、不违反任何安全操作规范的学生得安全分10分,安全分数上不封顶,如因为安全分数扣除超过10分的,可从其它得分项目中扣除。
6、发生任何安全事故的,本工种的实训成绩为零。
五、规范操作:10分
1、根据机床的性能及结构特点规范操作设备,指导教师可根据学生的熟练程度打分。
2、爱护操作面板、设备导轨及工量具。
六、实训作品:30分
|
序号 |
评 分 内 容 与 要 求 |
配 分 |
评 分 标 准 |
自 检 |
复 检 |
得 分 |
|
1 |
尺寸公差 |
5 |
一处超差扣1分 |
|
|
|
|
2 |
形位公差 |
5 |
一处超差扣1分 |
|
|
|
|
3 |
外形美观对称 |
5 |
总体评测 |
|
|
|
|
4 |
表面粗糙度Ra3.2 |
5 |
总体评测 |
|
|
|
|
5 |
其他 |
10 |
总体评测 |
|
|
|
|
|
|
|
|
|
|
|
七、劳动纪律:10分
1、能够主动参加中心的公益劳动。
2、能够积极参加本工种的卫生清扫,机床的擦拭等工作。
3、能够根据指导教师的要求,完成规定的任务.
4、凡不进行安全文明实习屡教不改者,本工种实习成绩按不合格处理
